 1
1
 2523
2523

镜面研磨之所以会常被人拿来探讨,是因为现在科技对于研磨的要求越来越精细,而镜面研磨将会是未来研磨技术中不可或缺的一部分。但要达到镜面研磨,仍然有许多会遇到的困难需要克服!
常见的砂轮问题:
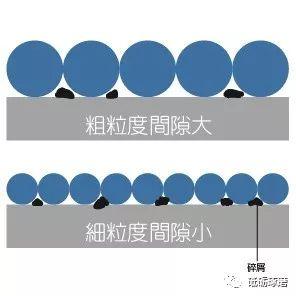
问题一:容易堵塞
▲镜面研磨为达精细的面粗度,会使用细粒度的砂轮。而细粒度的砂轮磨粒的间隔窄,碎屑容易塞住磨粒间的间隙,造成堵塞。变得需要常常修整砂轮将碎屑修掉,造成研磨效率下降。
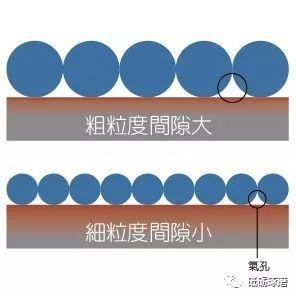
问题二:发热烧伤
▲和堵塞有关,当砂轮的气孔被堵住,热无法良好的排散出去,会造成研磨温度过高,砂轮和工件都会有烧伤的可能。
问题三:易产生刮痕
细粒度砂轮切削力较粗力度差,研磨阻力高,此情形下又强行进刀,加上上述的碎屑和高温,容易在研磨工件上留下研磨的刮痕,造成刮伤。
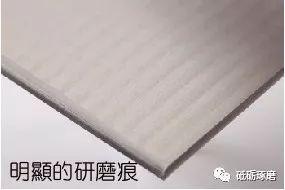
问题四:易产生震动
▲如上述所言,细粒度的研磨阻力高,这样的阻力会放大磨床的震动,并復刻在研磨结果上。在镜面研磨中,这样的震动痕迹会非常明显。
问题五:研削比低、尺寸精度控制不易
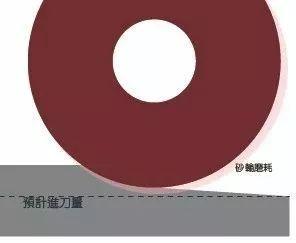
▲研磨阻力加上磨床震动,让磨料冲击工件力量过大,会产生较大的破碎、掉砂。砂轮的消耗量大、研削比低,研磨的精度不容易控制,平整度受影响。
另外还有「重现性」的问题
为了让所研磨的每一个工件都可以保持一样的精度和面粗度,研磨程序的重现性非常重要,也是每个研磨人都应该追求的。而重现性与砂轮、设备、环境等等条件有极大的关係。
以上几个问题,都使得镜面研磨变得困难、不易达成。
(未完待续)
下期:平面镜面研磨_解决方案及砂轮选择
 0
0
友情链接: 中国磨料磨具网



 0
0



































































