 1
1
 2713
2713

研磨与切削都属于机械加工中重要的一个环节,但两者有什么样的差别呢?
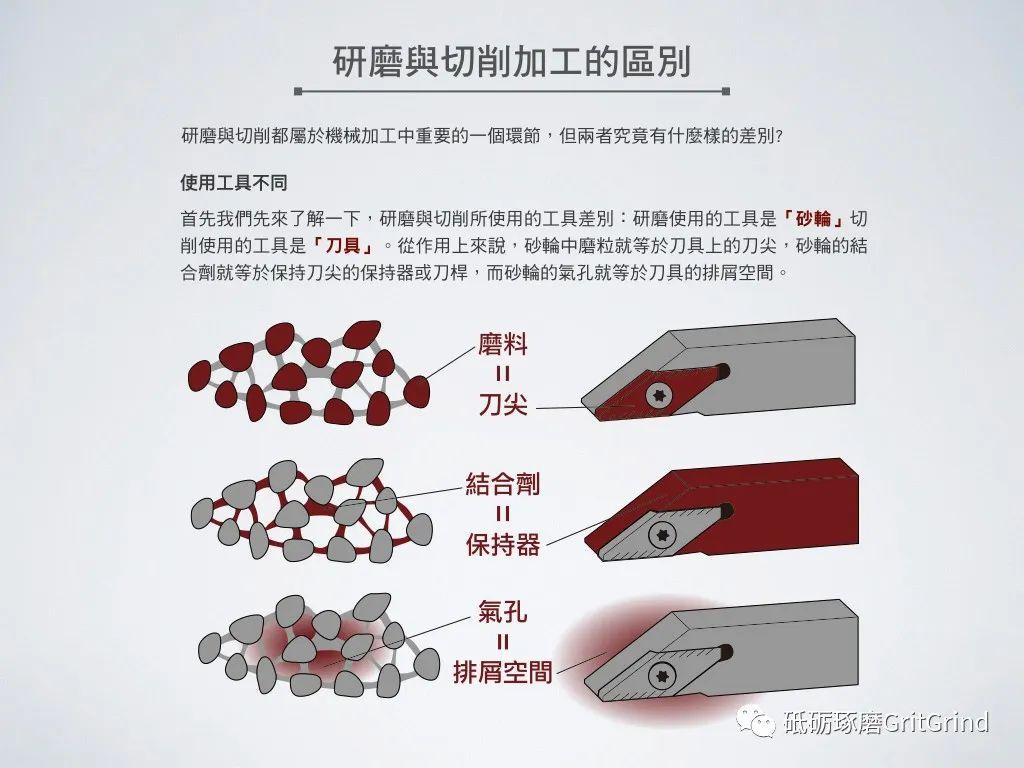
使用工具不同
首先我们先来了解,研磨与切削所使用的工具差别,研磨使用的工具是「砂轮」,切削使用的工具是「刀具」,从作用上来说:砂轮中磨粒就等于刀具上的刀尖,砂轮的结合剂就等于保持刀尖的保持器或刀杆,而砂轮的气孔就等于刀具的排屑空间。
特性
切削加工是移动金属等材料(工件)与工具的相对位置,同时切削材料或在材料上钻孔,让材料成为希望形状的技术。大致分成2种:有固定欲加工的工件并旋转工具的「铣削」,以及旋转工件的「车削」。
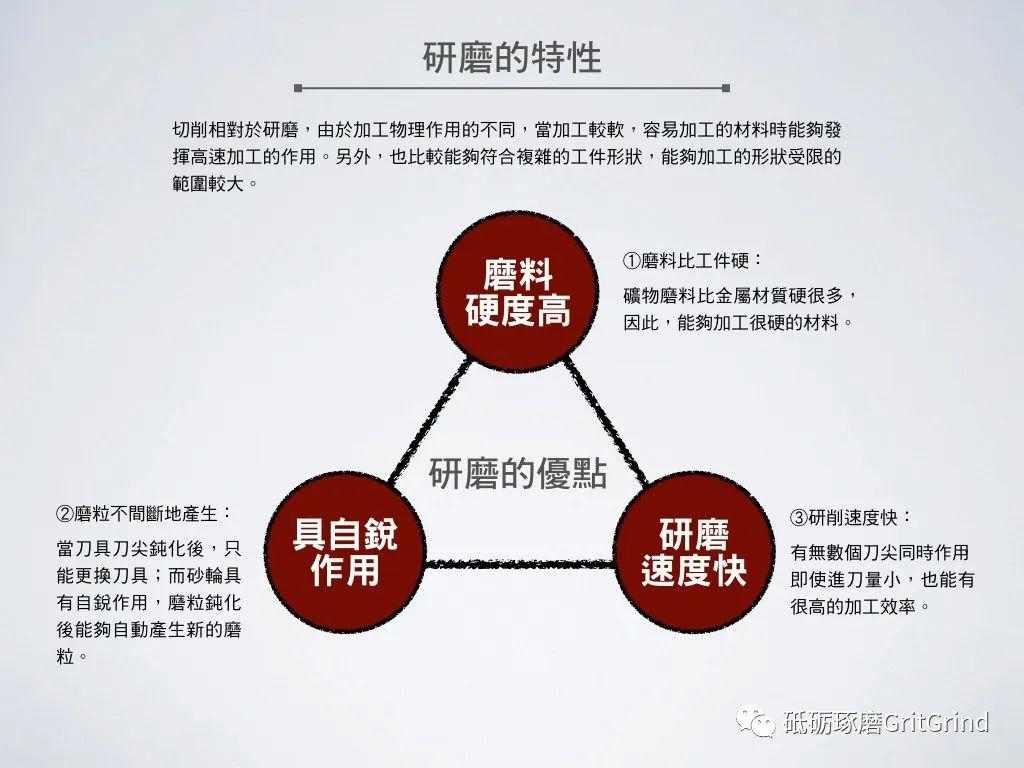
切削相对于研磨,由于加工物理作用的不同,当加工较软、容易加工的材料时,能够发挥高速加工的作用。能够加工的形状受限范围较大。
研磨是利用高速旋轉的砂輪等磨具加工工件表面,大多使用砂輪,少數的使用油石、砂帶等其他磨具和遊離磨料進行加工。可加工各種工件的內外圓柱面以及螺紋、齒輪和花鍵等複雜的成形表面。
研磨還有着下列几项优点:
(1)磨料比工件硬:矿物磨料比金属材质硬很多,因此能够加工很硬的材料。
(2)磨粒不间断地产生:当刀具刀尖钝化后,只能更换刀具,而砂轮由于有「自锐作用」,磨粒钝化后能够自动产生新的磨粒。
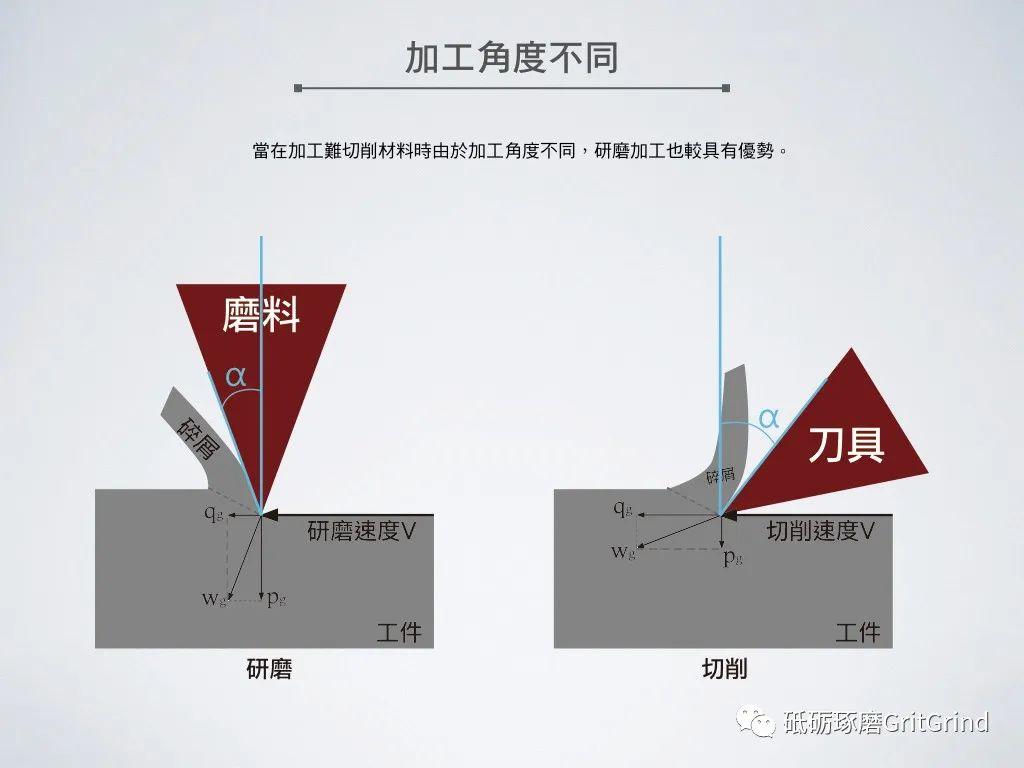
(3)研削速度快:有无数个刀尖同时作用,即使进刀量小,也能有很高的加工效率。加工角度不同当在加工难切削材料时由于加工角度不同,研磨加工也较具优势
加工难研削材的差异
当加工难研削材料时,两者也有下列不同的特性。
研磨速度很高,每秒可达 30m~50m;产生的温度也较高,可达1000°C~1500°C,比功率(或称比能耗,即切除单位体积工件材料所消耗的能量)比一般切削大,金属切除率比一般切削小, 可以获得较高的精度和极小的面粗度。不过研磨在一次行进能去除的金属量很小,故在研磨之前工件通常先经过其他切削方法去除大部分余量。
因此,在机棫加工领域中,当尺寸精度、表面粗糙度要求相对较好,材料硬度、加工难度高时,会偏向采用研磨方法。
不过机械加工主要追求在速度与质量中取得平衡,影响的因素百百种,不应针对个别情况就下定论,切削与研磨各有优缺点,生尧认为选择正确工具、合理规划制程、打造适合的环境条件等,才能顺利进行加工,得到理想中的加工结果。
本文为生尧砥砺琢磨原创,转载需注明出处
 0
0
友情链接: 中国磨料磨具网




 0
0




































































