


 0
0 2803
2803
修整是研磨加工作業中,一道必經的環節,是一道常被人忽略其重要性的環節。此次想藉由這篇文章來和大家談談,修整對於研磨到底有什麼樣重要的影響!
為什麼要修整砂輪?
在研磨加工過程中,砂輪的狀態會直接影響研磨結果。砂輪的狀態像是切削力的變化、砂輪形狀的變化,這些變化對於研磨成品的良率及重現性都會有所影響。
一般而言最常遇到的變化就是砂輪「切不動」,意指砂輪失去切削力了;而砂輪失去切削力的主要原因有兩種:
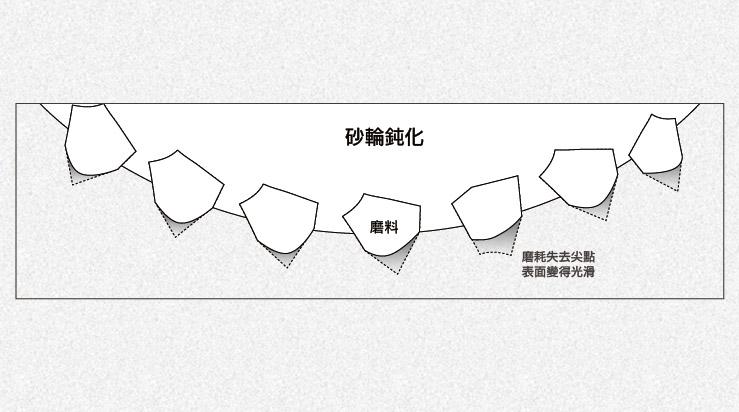
第一種是磨粒在研磨、擠壓的過程中,稜角逐漸磨圓,我們稱之為「鈍化」。而此時砂輪的自銳能力沒有適時發揮作用,就會致使切削力降低,無法有效的發揮研磨作用。
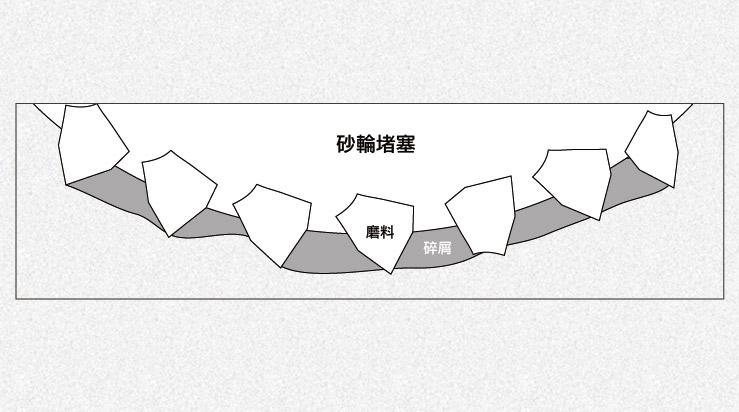
第二種是因為研磨過程中,會有碎屑的產生。尤其是具有黏性的材質。若砂輪的氣孔不夠大或氣孔率較低,容易使碎屑填塞在氣孔中,造成「堵塞」。導致砂輪成為一個無鋸齒的平面,失去切削力。
另外一種需要修整的狀態是「砂輪研磨面不平整」:砂輪在使用的過程中,會出現損耗。這樣的損耗會造成砂輪的真圓度逐漸喪失,以及砂輪研磨面的不平整。這個情況會造成研磨時的偏擺,研磨效率降低等問題。
砂輪在這些不穩定的狀態下,就必須進行修整,使砂輪恢復切削力或是真圓度。然而,因為砂輪在加工過程中是高速旋轉,很多時候是無法直接從肉眼觀察出砂輪是否已經失去切削力或是不平整。
不過,在失去切削力的情況下都會產生許多的研磨現象,若產生這些現象,就能推估砂輪是否需要進行修整。
什麼時候該修整砂輪?
就如上述所提到的,因為鈍化及堵塞所造成的切削力不足、磨耗所造成的不平整,都會直接反映在研磨成果上;所以當研磨時出現了以下的狀況時,就是必須要修整砂輪的時機了!

★打滑:砂輪因為失去切削力,成為一個平面,就如同輪胎的胎紋被磨平一樣,失去摩擦力,這種情況下就容易產生打滑的現象。
★ 燒傷:造成燒傷是失去切削力最嚴重的情形,此種情況最常發生在因氣孔阻塞而造成切削力消失的情境,需馬上進行修整。
★ 震動/噪音:這種狀況,是打滑之外的另一種現象,因為沒有摩擦力,砂輪面無法有效的與工件接觸。另外,如果砂輪真圓度喪失及出現不平整狀況時,也會產生震動,甚至因此產生噪音。
★ 尺寸不精:尺寸精度的喪失,表示砂輪失去切削力的程度已經很嚴重,需馬上進行修整。
★ 工件表面出現刮傷或不正常的研磨紋路:如果工件表面出現刮傷,表示砂輪自銳能力開始下降,而研磨紋路的異常通常也表示砂輪的性能開始出現問題。
以上的狀況發生時,已經是必須要修整砂輪的時候了。若是忽略不管,會造成工件極大的損傷,也會影響整個製程的效率。最好的狀態是在砂輪快要出現上述狀況時就進行修整,才能讓工件保持好的良率。
當然,也不能一天到晚都在修整砂輪,因為在修整的過程中還是會帶來一些相關成本,這也是我們在修整砂輪時,需要注意的一個部分。
未完待續...
本文由砥礪琢磨原創,如需轉載,請註明出處。

 0
0



































































