 0
0
 2962
2962

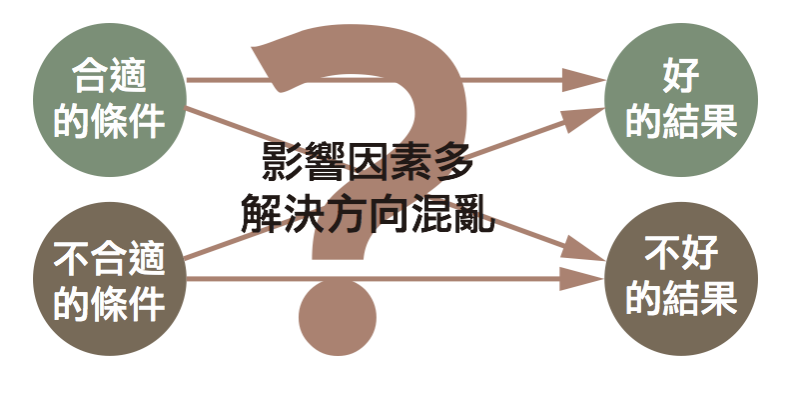
Q:为什么研磨的结果与预期不同?
A:这是因为,影响研磨结果的因素有很多,
有时候在不合适的条件下研磨,但能得到好的结果。
有时候却在合适的条件下研磨,但得不到好的结果,这类的情况时常发生。
所以,会造成使用者对于研磨解决方向的混乱
比如说:如果用粗粒度砂轮来达到镜面研磨的效果,是能够作到的。
但那样的结果表示,磨粒是处于钝化的状态。(故意修整,或者不断空刀)

这其实不是合适的条件,一定有其他更好更有效率的作法。
因为这个方法虽然能达到镜面效果,却也还是有隐藏的风险(品质不稳定)
而很多时候,我们认为加工的条件是一样的,
但其实不同的磨床、气温、工件的材料、尺寸微小差异,员工的身体状态等等,
都会改变客观条件。
这些微小差界的累积就会变成结果的巨大改变。
仔细观察研磨的问题的话可以发现,
当发生问题时,通常不会只发生单一问题,而会伴随着其它问题一起。
比如说,振动痕产生时,烧伤也出现了。或者,出现刮伤时,工件也变形了。
甚至这些状况都一起发生,也不是奇怪的事。
也因为这样,问题变得复杂,容易失去方向,
大多数的研磨书籍,也没有提供应该如何“一次解决”多种问题合并发生的状况。
因此,如果根据经验及理论设定好条件,
研磨后却发生不如预期的结果,或者意料之外的问题。
这个时候如果急着找解决问题的方法,有时候反而会让问题更加棘手,
这是因为常常在不知不觉中,我们忽略了原先假设的,客观条件已经出现了变化。
原来做得到的,变得做不到了。
如下面红色箭头位置,在一开始设定研磨条件时,会设定在合理,理想的研磨状态

确定可以做到后,就会往右边移动,试着找到最有效率的方法(提高进刀量或加快速度)

经过一段时间的加工,磨床的状态、切削油等逐渐劣化,慢慢地达不到原来的效率了

为了恢复原先的效率,如果只是更换不同的砂轮,或许可以再次恢复较高的效率
但不是最好的方法,因为这时候的砂轮选择,变成不是在最适条件下使用
很多时候,反而是成本的浪费

Q:那当研削结果发生问题时,什么才是最有效的解决方法?
当研磨结果出现问题,或不如预期的状况时
首先要做的是,仔细地列出问题发生的前后变化
比如说 气温的改变、工件的热处理状态、物料供应商是否变更?
磨床油的状态、磨床刚性的变化等等
所以,解决研磨问题的最好方法,不是先找答案
而是仔细地从头到尾重新确认所有状态是否改变。

 0
0
友情链接: 中国磨料磨具网



 0
0



































































